随着铸造行业的第一份大气污染排放国家强制性标准《铸造工业大气污染物排放标准(GB 39726—2020)》于2021年1月1日 正式实施,不少铸造企业这两年都有了紧迫感:环保不搞不行了!但是到底要怎么搞?排放限值的线划在那里,企业怎么才能达到?为回答这一问题,新标准《铸造工业大气污染防治可行技术指南 (HJ 1292—2023)》近日正式发布,将于2023年6月1日实施。
新规发布-“污染防治可行技术指南”是什么?
污染防治可行技术指南虽然也以环境标准的形式呈现,但并不是对排放限值的规定,而是用于指导污染产生者如何控制和治理污染、如何达到已规定的各项排放限值。打个比方,如果把排放限值看成生产或销售目标、kpi,那么污染防治可行技术指南就是操作手册、作业指导书。也许你已经发现了:对企业来说污染防治可行技术指南比排放限值更有用。
我国很多行业都已经发布了自己的污染防治可行技术指南,例如火电厂早在2017年就已经有了。铸造行业环保工作起步较晚,各类环保要求正在陆续完善,这份《铸造工业大气污染防治可行技术指南 (HJ 1292—2023)》无疑将对广大铸造企业的环保工作起重要的指导作用。
其他行业的污染防治可行技术指南:
细读《指南》-铸造企业污染防治要做哪些工作?
与一般企业将环保工作单纯看作安装治污设备的做法不同,本《指南》花了大量篇幅介绍在原辅材料和设备工艺方面预防污染的技术,这也充分体现了我国环境保护工作“预防为主”的基本原则。如果企业生产过程产生污染物不可避免,那能不能少产生一些,少产生几种?
为了使污染物排放稳定达到国家污染物排放标准,不仅需要污染治理技术,更需要综合采用污染预防技术和环境管理措施。

本《指南》针对铸造行业的大气污染,主要提出污染预防、污染治理、无组织排放和移动源控制等方面的工作。
预防污染-哪些原辅材料和工艺更环保?
《指南》为铸造企业在原辅材料、设备或工艺两个方面推荐了一批更环保的产品或技术。不仅是铸造企业,就连铸造设备厂商和铸造材料供应商近些年也有深刻感觉:不“环保”的产品不好卖了。到底哪些产品或技术才是更环保的?本《指南》给出了官方指导。
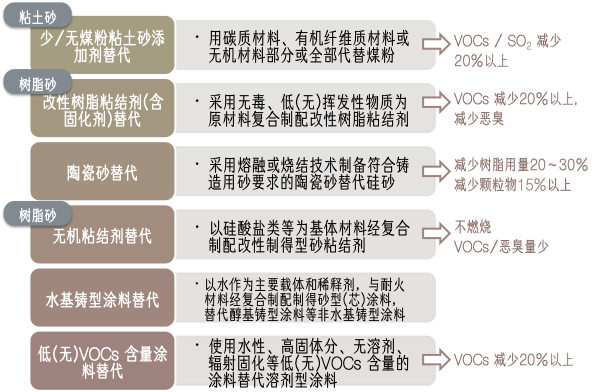
原辅材料方面,《指南》推荐了少/无煤粉粘土砂添加剂替代、改性树脂粘结剂(含固化剂)替代 、陶瓷砂替代 、无机粘结剂替代 、水基铸型涂料替代、低(无)VOCs 含量涂料替代等6项做法。
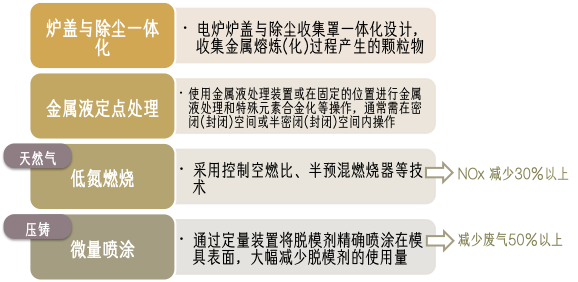
设备或工艺方面,《指南》推荐了炉盖与除尘一体化、金属液定点处理、低氮燃烧、微量喷涂、金属液封闭转运、静电喷涂、阴极电泳、湿式机械加工等8项做法。
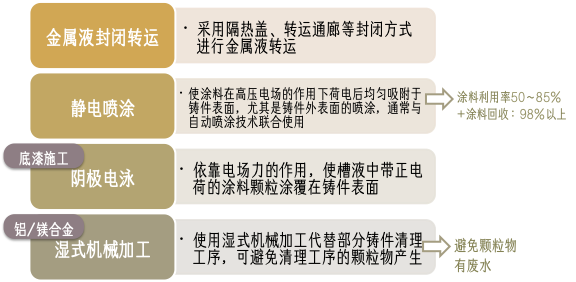
企业在工艺选择和原辅材料采购时可以参考上述技术。如果企业正在做技改或者绿色化改进工作,上述有污染预防效果的产品和技术都是理想选择。
治理污染-铸造企业该选什么治污设备?
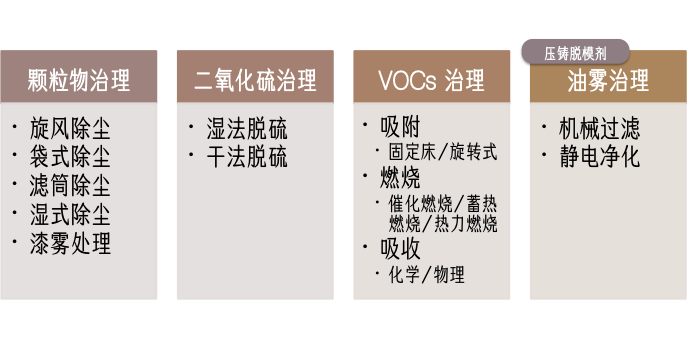
源头减量是优先考虑,但污染治理也不得不开展。铸造行业的主要大气污染治理工作包括颗粒物治理、二氧化硫治理和VOCs 治理,对压铸企业还需要特别考虑油雾治理。本《指南》提出了一系列铸造企业适用的大气污染治理技术。
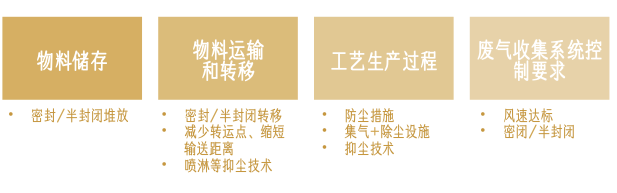
对于无组织排放问题,应尽量做到无料密闭,并确保废气收集系统有效工作。
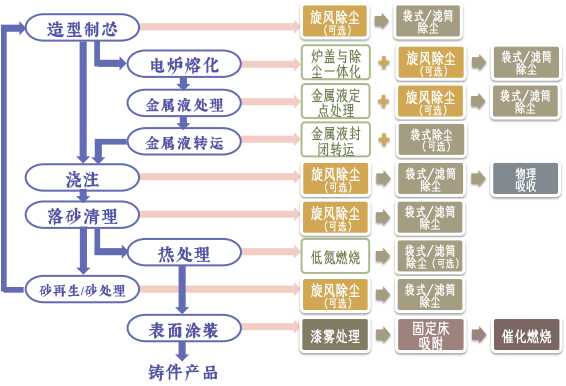
《指南》用大量篇幅给出了铸造生产各个环节治理大气污染的可行技术,包括金属熔炼(化)工序、造型制芯工序、浇注工序、落砂清理砂处理废砂再生及铸件热处理工序、表面涂装工序等。铸造企业只要按照这些推荐技术方案开展大气污染治理工作,就能达到标准要求或实现更低的排放。
金属熔炼(化)
分别给出了冲天炉、电炉、燃气炉等的大气污染治理方案,以除尘为主,普遍能实现颗粒物5~20 mg/m3的达标排放。
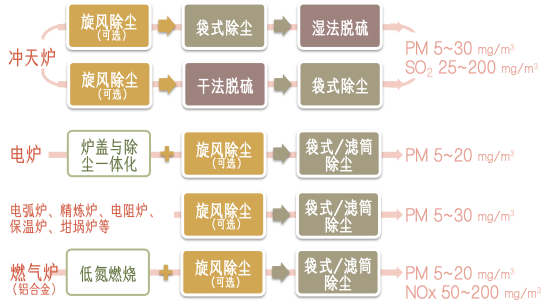
此外还特别指出,需要球化、蠕化、精炼、除气等金属液处理时,可行的大气污染治理思路是采用球化站、蠕化站、除气机等定点处理方法,后结合除尘技术。

造型、制芯
多数工艺的造型、制芯工艺的大气污染防治以除尘为主。当使用树脂砂时,改性树脂、陶瓷砂替代、无机粘结剂替代技术在预防大气污染上都是很有效的。当使用有机粘结剂时,由于有VOCs产生,除尘之后的吸收或吸附也是不可或缺的。相比较而言,采用无机粘结剂时只需要一个简单的袋式/滤筒除尘,更为简单。
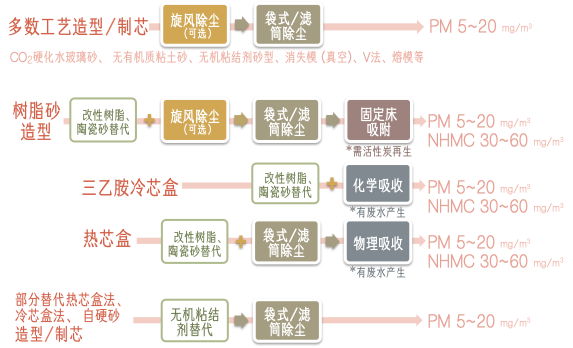
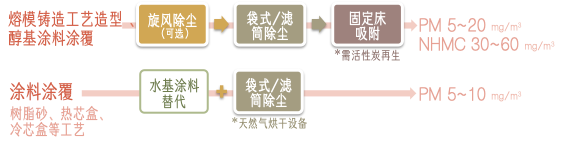
对于熔模铸造工艺造型工序中 有VOCs产生的环节和树脂砂、壳 型醇基涂料涂覆,在除尘后也需要处理VOCs,推荐采用固定床吸附(即活性炭)。如果使用水基涂料替代则不需要处理VOCs,仅需要给天然气烘干设备配备袋式/滤筒除尘。
压铸企业还需要考虑脱模剂喷涂废气处理。

浇注
很多铸造企业不重视浇注工部的大气污染治理,认为废气量极小可以忽略,但本《指南》给出了细致的治理技术路线。其中,粘结剂含有有机物时需要的治理设备最多最复杂。
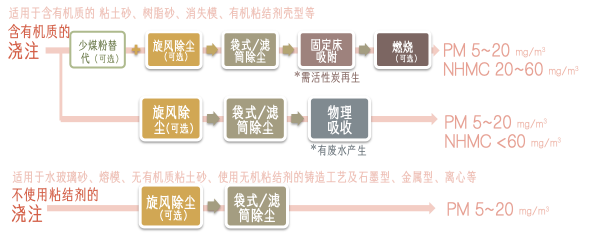
对于含湿量较高的粘土砂工艺浇注工序的废气,还可以使用湿式除尘技术避免可能的糊布袋现象。

此外,金属液转运过程可采用封闭转运,并结合袋式除尘。

落砂、清理、砂处理、废砂再生及铸件热处理
各类砂型铸造的落砂、清理、砂处理和废砂再生过程可采用袋式/滤筒除尘。

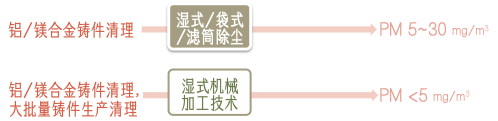
铝/镁合金铸件清理除了袋式/滤筒除尘还可以使用湿式除尘。大批量铸件生产可以考虑湿式机械加工。
热处理设备(除电热处理炉外的)可以采取低氮燃烧作为污染预防措施,并结合袋式/滤筒除尘。

表面涂装
表面涂装工序是铸造企业VOCs最主要的产生工序,需要配备相应的治理设备。可以看出,对传统油漆,如果需要达到切实有效的处理效果,彻底地燃烧去除VOCs是必须的。除非企业现有连续运行稳定高温环境(如连续式退火炉)可以利用,否则昂贵的催化燃烧或热力燃烧设备是不可避免的。而使用水性涂料替代,则只需要简单的漆雾处理就可以了。
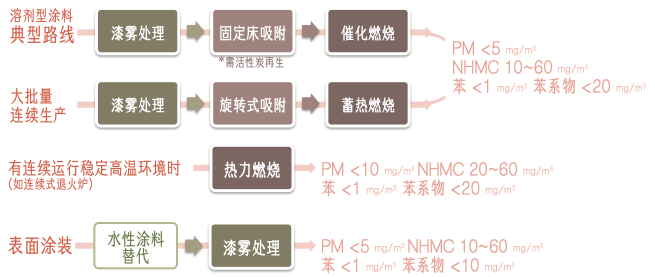
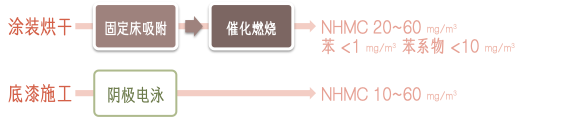
此外,涂装烘干工序也会有VOCs产生,需要固定床吸附浓缩的废气经解吸后通过催化燃烧技术进一步处理。底漆施工则推荐阴极电泳技术。
总结-铸造企业到底该装多少治污设备?
本《指南》很方便铸造企业照着做,只需要看一看,自己有哪些生产工部,再根据本《指南》对一对各需要哪些大气污染治理设备。例如,我们简单举例一个砂型铸造企业,他家使用粘土砂或树脂砂,有自己的热处理,表面涂装工序仍然在使用油漆,那么他为了达标排放,可能需要的大气污染治理有:
看起来他家至少需要8套除尘,1套物理吸附(需配污水处理)和1套吸附+催化燃烧设备用来治理VOCs。当然这里还没有考虑一个工部有多台套生产设备需要配备多台套大气污染治理设备的情况,也没有考虑多个工部有可能共用大气污染治理设备的情况。实际的情况可能很复杂,但凭借这份《指南》,相信铸造企业很容易找到方向。
你家企业情况如何?不妨也按照本《指南》对照一下吧!
随着本《指南》的实施,目前铸造行业大气污染方面已有污染物排放限值、排污许可、自行监测指南等多项国家或生态环境部标准,体系已初步形成,监管工作逐渐变得有法可依。铸造行业的环境保护工作正稳步推进,企业也应快快行动!